

 领导致辞
领导致辞
 组织机构
组织机构
 资质荣誉
资质荣誉
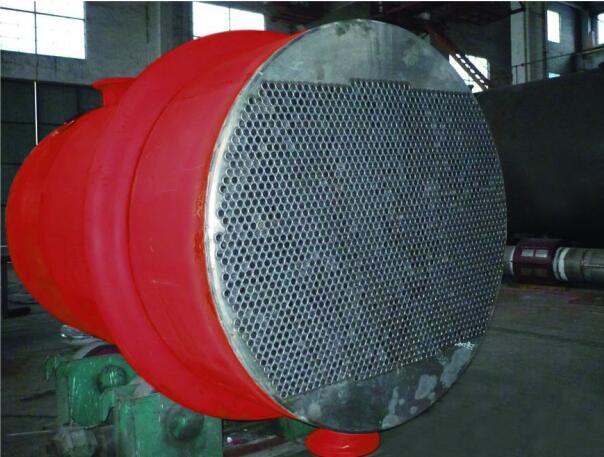
 案例展示
案例展示






















CONTACT US
联系我们
烟台正太压力容器制造有限公司
如果您有什么问题或者建议,请您及时拨打我们的服务热线,我们将在第一时间与您联系!
0535-6302529
 卢 坤:18906383437
卢 坤:18906383437
吕序鑫:13806382366
 邮 箱:13793599897@163.com
邮 箱:13793599897@163.com
13806382366@163.com
 传 真:0535-6433358
传 真:0535-6433358
 地 址:山东省烟台市福山区高新产业区群英路4号
地 址:山东省烟台市福山区高新产业区群英路4号

 鲁公网安备37061102001048号
鲁公网安备37061102001048号